Джеймс Вумек - Бережливое производство

- Название:Бережливое производство
- Автор:
- Жанр:
- Издательство:Альпина Бизнес Букс
- Год:2004
- Город:Москва
- ISBN:5-9614-0009-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Джеймс Вумек - Бережливое производство краткое содержание
«Бережливое производство» (lean production) — прорывный подход к менеджменту и управлению качеством, обеспечивающий долговременную конкурентоспособность без существенных капиталовложений. Пионером этого подхода стала компания Toyota, которая благодаря его использованию достигла выдающихся результатов. В настоящее время «бережливое производство» используется компаниями во многих странах и в разных отраслях.
Книга написана обстоятельно, ясно и содержит не только описание теории, но и много примеров из опыта ведущих компаний США, Германии и Японии.
Книга ориентирована, прежде всего, на практиков — руководителей среднего и высшего звена и предпринимателей, но также будет интересна студентам и преподавателям экономических вузов.
Бережливое производство - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
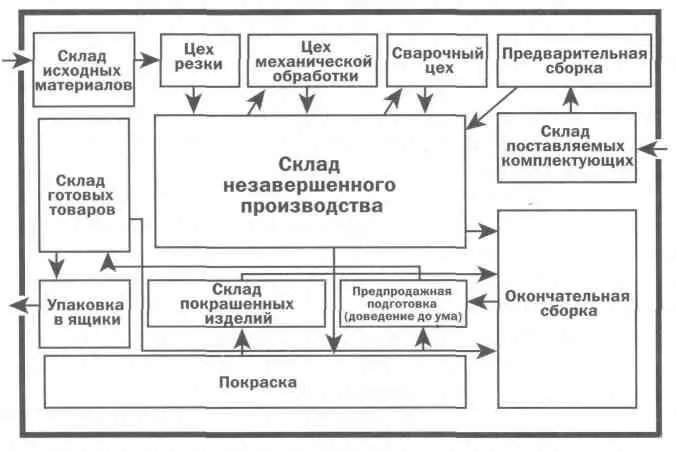
Рисунок 6-1. Схема производства на Lantech
Управлять требовалось не только процессом физического производства. Реальные сложности с изготовлением больших объемов товара возникли у Lantech тогда, когда все заказы, которые набрала группа дистрибьюторов (их было около пятидесяти), надо было обработать и поставить на производство. Поскольку машины часто делались по индивидуальному заказу и стоили от 10000 до 50000 долларов за штуку, разрабатывать единый прайс-лист на все модели не имело смысла. Каждый раз, размещая заказ на машину, к которой потребитель предъявлял особые требования, дистрибьюторы согласовывали цену с Lantech. Коммерческое предложение отправлялось к специалистам по инженерной поддержке продаж, которые проводили анализ затрат. В результате анализа они определяли «правильную цену» машины, которую, в свою очередь, сообщали дистрибьюторам. Если цена (которая уже включала в себя маржу дистрибьютора) устраивала потребителя, заказ возвращался назад в Lantech, где встраивался в график всего производства.
Попав в Lantech, заказ первым делом проходил через отдел регистрации заказов и через отдел, занимающийся проверкой платежеспособности клиента. После этого он попадал в отдел инженерной поддержки продаж (уже во второй раз). Там составлялся заказ на материалы (Bill of Materials, BOM), то есть полный список всех деталей, нужных для изготовления каждой заказанной машины. Поскольку в каждом отделе имелись очереди еще не обработанных заказов, постоянно возникали задержки. От двенадцати до четырнадцати дней требовалось, чтобы заказ, попавший в отдел регистрации, дошел до отдела планирования производства, хотя реальное время работы над заказом (мы называем его «время движения потока») составляло менее двух дней.
Когда заказ и спецификация материалов попадали в отдел планирования, заказ встраивался в общий график производства. Поскольку с самого начала было ясно, что поток заказов через производственное подразделение будет неравномерным, в службе продаж был создан специальный отдел управления заказами, функцией которого было отслеживание изготовления заказа, а также «ускорение» его выполнения в том случае, если заказ запаздывал, а потребитель начинал беспокоиться. Поток информации в системе изображен на рис. 6-2.
Рисунок 6-2. Схема прохождения заказа на Lantech
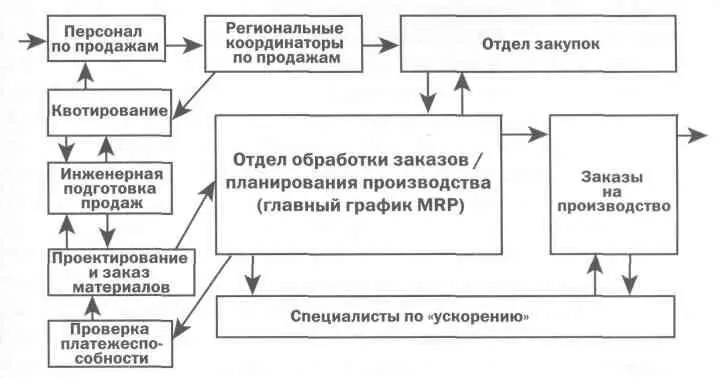
Отдел планирования производственной службы составлял главный график производства на компьютере, в системе MRP. На основе ежедневно поступающих заказов и долгосрочных производственных планов система MRP составляла дневные графики работы и распределяла производственные задания по всем цехам на заводе. Каждое утро в каждом из подразделений: в цехах резки, механической обработки, сварки, покраски, предварительной и окончательной сборки, а также в отделах предпродажной подготовки и упаковки рабочие получали распечатку дневных планов работы. В конце дня каждый отдел или цех сдавал отчеты о выполнении дневных планов обратно в отдел планирования производства.
По плану система должна была работать идеально. На деле же получалась сплошная неразбериха, так как логика работы системы вступала в конфликт с постоянно меняющимися потребностями потребителей. Для получения эффекта от масштаба производства Пат Ланкастер и его директор по производству с самого начала решили, что каждое подразделение должно работать партиями. Сварочный цех, например, должен был сначала сварить десять каркасов для модели Е, затем двенадцать каркасов для модели Т, а затем — двадцать пять для модели V. Это позволяло уменьшить время, которое неизбежно терялось при переналадке оборудования с производства деталей для одной модели на детали для другой. Работа большими партиями также позволяла повысить качество, ведь чем реже переналаживалось оборудование, тем меньше его операторы отвлекались от выполнения основного процесса и тем меньше совершали ошибок.
Поскольку для выполнения каждой стадии процесса существовало отдельное подразделение, а все процессы осуществлялись партиями, в результате чего при переходе на следующую стадию возникали очереди, общее время производственного цикла было значительным. Целых шестнадцать недель проходило между тем, когда на завод поступала сталь для изготовления каркаса, и тем, когда готовая упаковочная машина могла быть поставлена потребителю. Львиная доля времени уходила на ожидание деталями очередной стадии обработки в следующем отделе или цехе. Реальное же время полезной работы, требующееся для изготовления упаковочной машины («время движения потока»), составляло всего три дня.
Из-за такого длительного срока выполнения заказа специалистам по продажам, работающим с конечными потребителями упаковочных машин Lantech, требовалось всячески выкручиваться, чтобы справиться с системой. Самой распространенной хитростью было заказать определенные модели машин заранее, когда никакого потребителя еще и в помине не было. Потом же, когда покупатель появлялся, характеристики модели (а иногда даже сама модель) менялись, причем на достаточно поздней производственной стадии. В результате приходилось либо переделывать уже почти готовые машины, либо начинать производство «с нуля», срывая все возможные графики поставок.
Очень скоро две конфликтующие системы планирования начали раздирать завод на части. Система планов, которую на основании прогноза продаж разрабатывал отдел планирования производства, никак не стыковалась с деятельностью службы продаж, которая, стремясь угодить потребителям, постоянно требовала изменений проекта.
Вооруженная «списком приоритетных заказов», команда «ускорителей» путешествовала по заводу и требовала или срочного выполнения давно просроченных заказов, или же модификации проекта для заказов, уже находящихся в производстве (в случае, если потребитель скорее был готов уйти, чем взять неподходящий продукт). «Ускорители» планомерно проходили через все цеха и просили, чтобы требуемый потребителем заказ был сделан отдельно, без ожидания, пока наберется целая партия. В этом случае готовую деталь можно было быстро забрать из одного цеха и поставить в начало очереди на обработку в следующем. Когда заказ надо было сделать быстрее быстрого, в дело вмешивался сам Пат Ланкастер. В результате авральной работы машину удавалось сделать за четыре недели. Однако подобное вмешательство раскачивало систему еще больше. Графики выполнения других заказов неумолимо ползли назад, что требовало все новых и новых ускорений.
Читать дальшеИнтервал:
Закладка: