Борис Узелков - Справочник по строительству и реконструкции линий электропередачи напряжением 0,4–750 кВ

- Название:Справочник по строительству и реконструкции линий электропередачи напряжением 0,4–750 кВ
- Автор:
- Жанр:
- Издательство:Литагент «ЭНАС»010217eb-b049-102b-b8f2-843476b21e7b
- Год:2007
- Город:Москва
- ISBN:978-5-93196-733-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Борис Узелков - Справочник по строительству и реконструкции линий электропередачи напряжением 0,4–750 кВ краткое содержание
Систематизированы материалы по строительству и реконструкции линий электропередачи напряжением 0,4—750 кВ. Изложены сведения по основным материалам, комплектующим изделиям, трансформаторным подстанциям, распределительным устройствам, строительно-монтажным работам, эксплуатационным материалам, строительным машинам, средствам механизации. Освещены вопросы технического обслуживания и ремонта строительных машин и транспортных средств, охраны труда.
В основу положены материалы Справочника по строительству и реконструкции линий электропередачи напряжением 0,4—500 кВ.
Настоящее издание дополнено новыми марками опор, линейных изоляторов, арматуры, комплектных трансформаторных подстанций и распределительных устройств, строительных машин и автомобилей, оборудования и средств механизации; приведены данные о новых эксплуатационных материалах и комплектующих изделиях.
Для специалистов, занимающихся проектированием, строительством и реконструкцией линий электропередачи, а также студентов вузов.
Справочник по строительству и реконструкции линий электропередачи напряжением 0,4–750 кВ - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Масса изделий, кг:
13242.02.03.000 …………………………………………………….. 31,0
13242.02.12.000 …………………………………………………….. 22,0
1165.00.00.000 ………………………………………………………. 16,0
Захват за провода фазы может осуществляться с помощью подхватов 1160.00.00.000. При сочленении подхватов с балками полимерными изоляторами работы могут производиться без отключения линии. Для доставки монтера к фазе в этом случае целесообразно использовать сиденье 13462.18.01.000.
Подхват 1160.00.00.000 используется при стягивании гирлянды изоляторов с помощью балок 13242.02.03.000, 13242.02.12.000 или 1165.00.00.000 для захвата за провода фазы, расщепленной на два или три провода. Основные параметры – грузоподъемность, 2500 кг, масса, 4,5 кг.
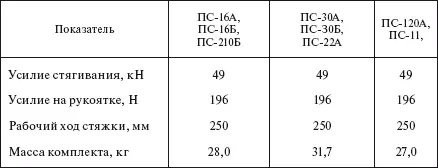
Комплект приспособлений для замены дефектных изоляторов (табл. 5.51) предназначен для замены в условиях эксплуатации на линиях электропередачи дефектных изоляторов следующих модификаций: ПС-120А, ПС-120Б, ПС-11, ПС-16А, ПС-16Б ПС-22А, ПС-210Б, ПС-210В, ПС-30А, ПС-30Б, ПС-70Е, ПС-160В, ПС-160Д. Замена производится путем стягивания участка гирлянды изоляторов, находящихся под рабочим тяжением.
Состав комплекта:
хомут для замены изоляторов типа ПС-16А, ПС-16Б, ПС-210Б, модель 13165М.01.00.000 – 2 шт.;
комплект хомутов (верхний и нижний) для замены изоляторов типа ПС-30А, ПС-30Б, ПС-22А, модель 13165М.02.00.000 и
13165М.03.00.000 – 1 шт.;
комплект хомутов (верхний и нижний) для замены изоляторов типа ПС-120А, ПС-11, модель 13088М.01.00.000 и 13088М.02.00.000 – 1 шт.;
комплект хомутов (верхний и нижний) для замены изоляторов типа ПС-160В, ПС-160Д – 1 шт.;
комплект хомутов (верхний и нижний) для замены изоляторов типа ПС-160Д – 1шт.;
комплект хомутов (верхний и нижний) для замены изоляторов типа ПС-120Б, ПС-70Е, модель 13908.00.00.000 – 1 шт.;
стяжка винтовая, усилие 25 кН, модель 13242.09.00.000 – 2 шт.
Таблица 5.51 Приспособления для замены дефектных изоляторов
5.6. ОБОРУДОВАНИЕ И МАТЕРИАЛЫ ДЛЯ ДУГОВОЙ И ГАЗОВОЙ СВАРКИ
5.6.1. Ручная дуговая сварка
Широкое применение на строительстве ВЛ получила ручная дуговая сварка.
Технические параметры аппаратов для ручной сварки приведены в табл. 5.52.
Таблица 5.52
Мобильные сварочные аппараты
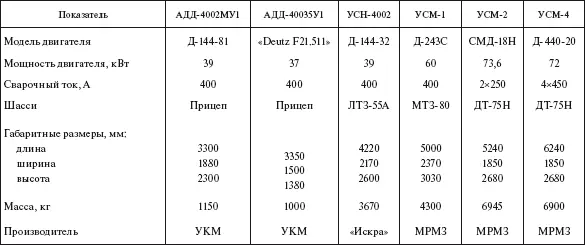
Примечание. МРМЗ – Михневский ремонтно-механический завод, УКМ – Уралкомпрессормаш.
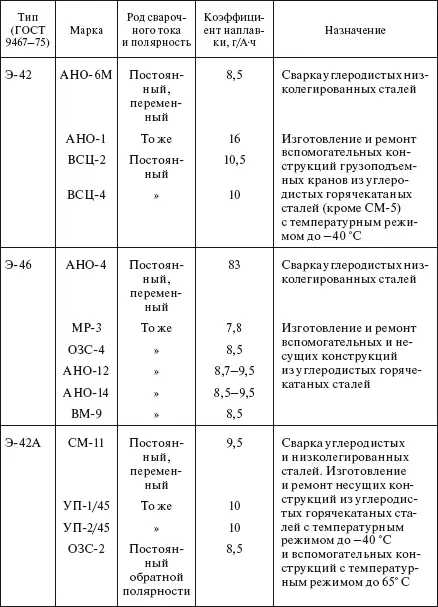
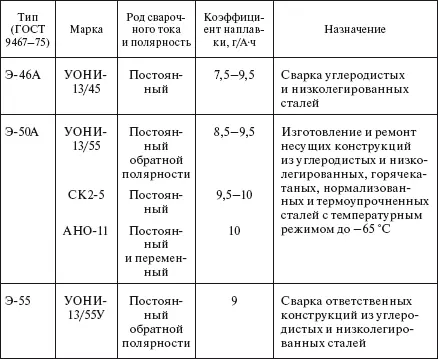
Техническая характеристика электродов, применяемых для электродуговой сварки и наплавки, приведены в табл. 5.53.
Таблица 5.53
Электроды для сварки
Для ручной дуговой сварки применяются сварочные трансформаторы, генераторы, преобразователи и выпрямители. Источниками питания для сварки на переменном токе служат сварочные трансформаторы. Характеристики сварочных трансформаторов для дуговой сварки с покрытыми электродами на переменном токе малоуглеродистых и низколегированных сталей приведены в табл. 5.54, 5.55.
Трансформаторы с малой продолжительностью нагрузки (ПН) предназначены для эксплуатации в ремонтных мастерских.
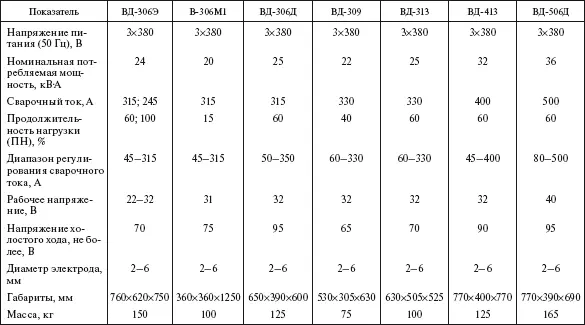
К источникам питания постоянного тока при ручной дуговой сварке, резке и наплавке, при сварке в среде защитных газов и для механизированной сварки под слоем флюса относятся сварочные генераторы, преобразователи и выпрямители (табл. 5.56, 5.57). Основные преимущества выпрямителей – небольшая масса и их простота (отсутствие вращающихся частей).
Таблица 5.54
Трансформаторы сварочные для ручной дуговой сварки
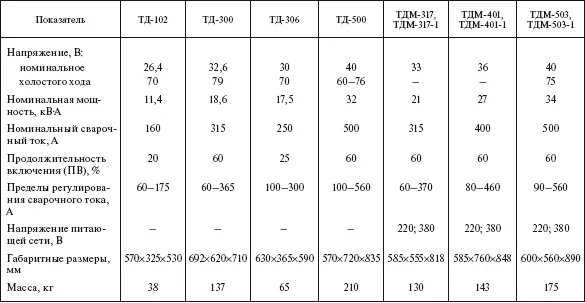
Таблица 5.55
Трансформаторы для дуговой сварки ПКФ «Кристалл»
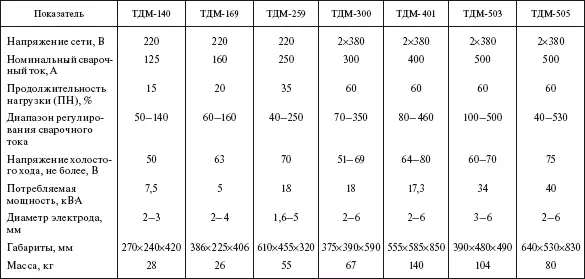
Таблица 5.56
Сварочные преобразователи и генераторы для ручной сварки
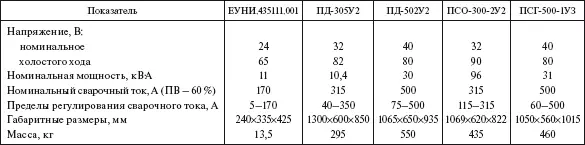
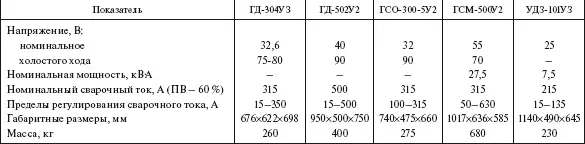
Таблица 5.57
Выпрямители для ручной дуговой сварки
5.6.2. Механизированная сварка и наплавка
Оборудование для механизированной сварки и наплавки. Для механизированной сварки и наплавки применяют автоматы, полуавтоматы для сварки плавящимся электродом и специальное наплавочное оборудование, выпускаемое для наплавки под слоем флюса и вибродуговой (табл. 5.58—5.60).
Для наплавки деталей используют переоборудованные токарные станки, которые снабжают аппаратами для механизированной подачи электродной проволоки к месту наплавки и для управления процессом горения дуги.
При наплавке под слоем флюса станок оборудуют устройством для механизированной подачи флюса. При вибродуговой наплавке в комплект станка входят резервуар для охлаждающей жидкости и насос для подачи ее на деталь. Для уменьшения частоты вращения шпинделя станка применяют червячный редуктор.
Таблица 5.58
Автоматы для наплавки
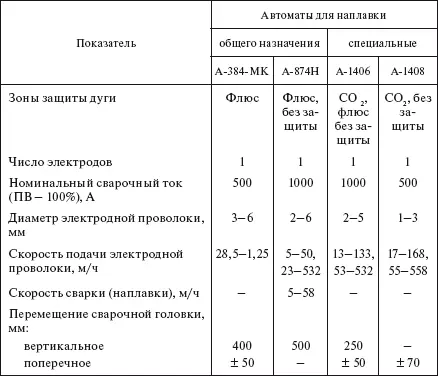
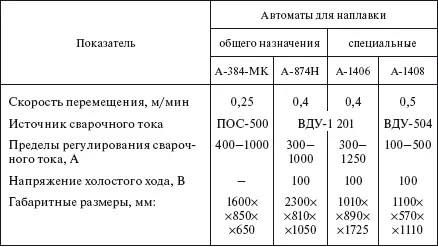
Таблица 5.59
Головки для вибродуговой наплавки
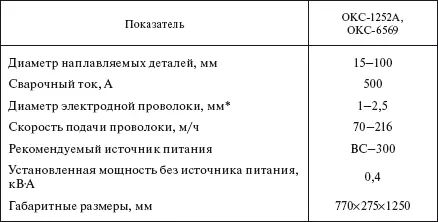
* Для ОКС-1252А сечение электрода (ленты) 10х0,5 мм, для ОКС-6569 диаметр порошковой проволоки 2–2,5 мм.
Таблица 5.60
Полуавтоматы для сварки плавящимся электродом
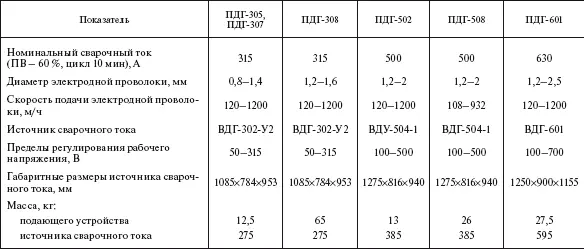
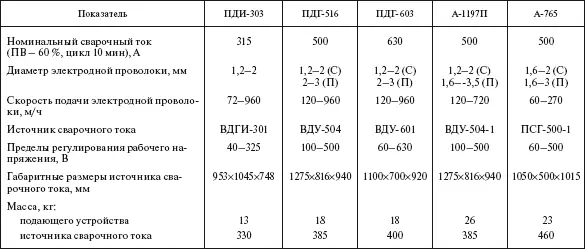
Примечание. С – сплошная проволока, И – порошок.
Источниками питания для автоматической и полуавтоматической сварки или наплавки деталей служат сварочные преобразователи, трансформаторы и выпрямители (табл. 5.61—5.63).
Таблица 5.61
Сварочные преобразователи для автоматической и полуавтоматической сварки
Читать дальшеИнтервал:
Закладка: