Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota

- Название:Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2011
- Город:Москва
- ISBN:978-5-9614-2677-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Дэвид Майер - Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota краткое содержание
Практика дао Toyota. Руководство по внедрению принципов менеджмента Toyota - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Затем речь зашла о потоке работы в ячейке. Все знали, что станок от поставщика № 2 работает примерно на 66 % быстрее, чем станок от поставщика № 5. Вместо того чтобы дождаться, пока Ёсина задаст непростой вопрос о сбалансированности загрузки операторов, команда опередила его и изложила свою идею: на нескольких станках будут установлены лотки с запасом деталей (дюжина заготовок), ожидающих обработки (незавершенное производство). Поскольку станок от поставщика № 2 работает быстрее, установка и снятие деталей на этом станке будут осуществляться вручную. Станок от поставщика № 5 имеет более продолжительное время цикла, поэтому для данного станка было приобретено устройство автоматической загрузки/разгрузки. Таким путем, по расчетам команды, время, которое уйдет у оператора на то, чтобы загрузить и разгрузить станок от поставщика № 2 вручную, компенсирует меньшую продолжительность времени цикла, и этот станок будет работать в едином ритме со станком от поставщика № 5. Запас в дюжину единиц незавершенного производства сослужит роль буфера на тот случай, если вдруг окажется, что автоматическое загрузочно-разгрузочное устройство и оператор работают несогласованно.
Что касается метода обработки деталей, команда X10 решила, что инструмент следует перемещать по вертикали, фиксируя деталь с помощью зажимного приспособления. При этом не учитывалось, что при обработке детали используется охлаждающая жидкость и при первом же внедрении стандартизированной работы от операторов потребуют, чтобы они ежечасно удаляли с зажимных приспособлений и инструмента скопления металлической стружки.
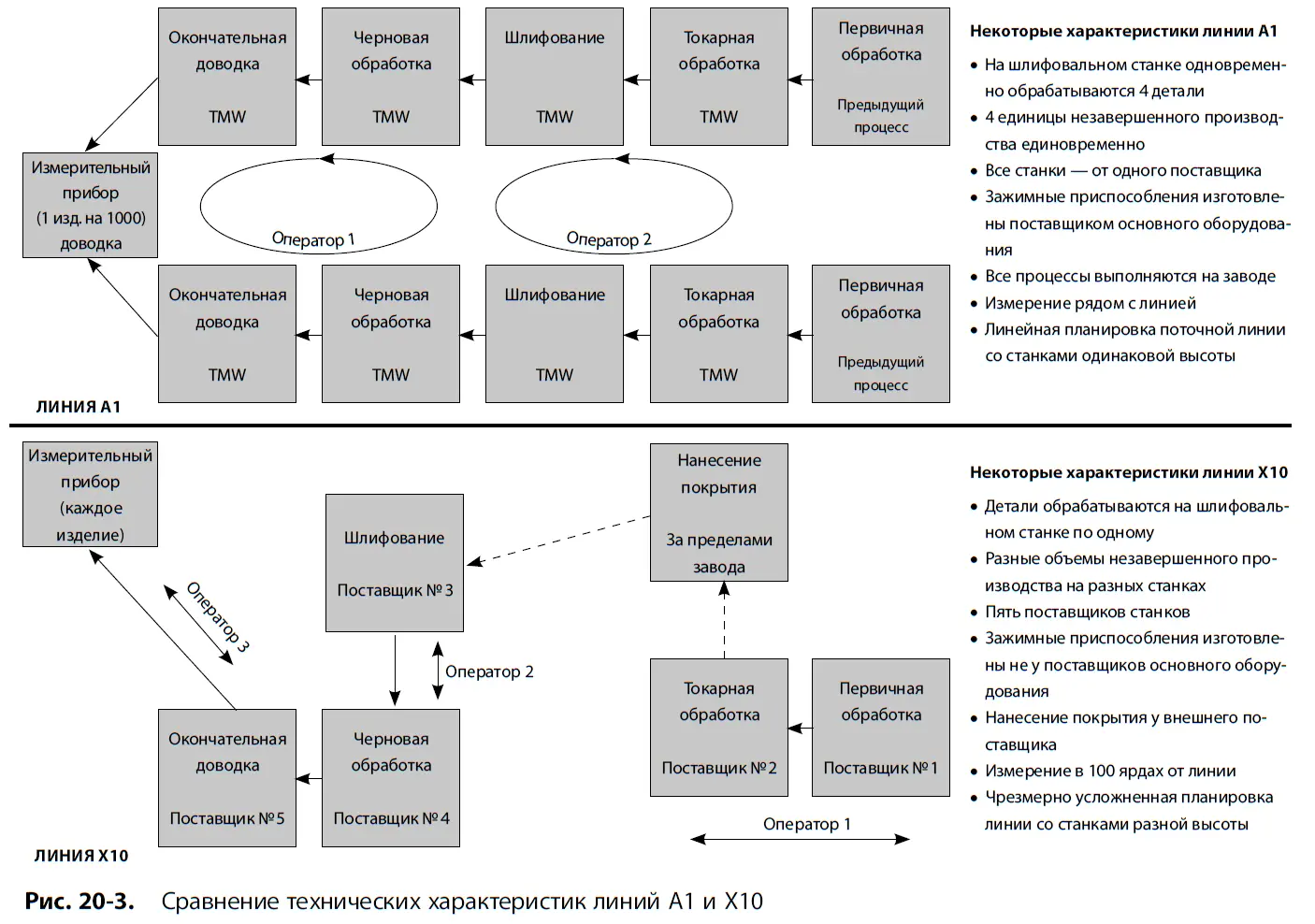
Эти решения обусловили весьма причудливую планировку нового модуля X10, который должен был соседствовать с двумя другими ячейками (рис. 20–3). Такое взаимное расположение модулей преследовало цель сократить трудозатраты транспортных рабочих, обслуживающих линию, более чем на 200 часов в год. Кроме того, команда X10 одобрила решение предыдущих команд X10 передать процесс нанесения металлического покрытия внешнему исполнителю, несмотря на то что качество его работы ухудшилось. Хотя это увеличит объем запасов незавершенного производства на 15 %, зато не придется тратить $95 000 на закупку оборудования и связанное с ней обучение персонала.
Презентация завершилась выступлением члена команды, который отвечал за качество. Поскольку решения, принятые в процессе работы над проектом, позволяли сэкономить значительные средства, команда планировала воспользоваться экономией и вложить средства в пакет программ для сбора данных, что позволит контролировать производительность каждого станка. Эти данные будут сводиться воедино при помощи программного модуля, который дает возможность генерировать отчеты, содержащие различные представляющие интерес показатели, в частности время простоя, количество единиц произведенной продукции и время цикла станка. Сбор информации такого рода был чрезвычайно важен, поскольку уровень качества двух действующих модулей X10 не соответствовал требуемому уровню.
На этом презентация завершилась. Ёсина не высказал никаких конкретных замечаний по поводу представленных ему планов. Вместо этого он подошел к столу и вручил членам команды эскиз планировки линии X10, который набросал во время презентации. Участники презентации с удивлением увидели, что Ёсина не пытался вписать линию в причудливые формы свободного пространства между двумя уже готовыми модулями, а просто выстроил станки в прямую линию. Они согласились обсудить его предложение с директором завода. Ёсина поблагодарил группу за потраченное время и сказал, что он будет с нетерпением ждать решения вопроса о планировке.
Четыре дня спустя Ёсина получил приглашение на встречу с инженером по организации производства. Во время встречи инженер сообщил, что после обсуждения с директором завода было решено оставить компоновку такой, как предложила команда. Директор завода не понял, зачем полностью перестраивать планировку всего участка. Ёсина знал, что, если бы директор завода нашел несколько минут, чтобы спуститься в цех, он мог бы своими глазами увидеть неровные ряды станков разной высоты, извилистые проходы и тесноту, которые отличали замысловатую планировку, получившую его поддержку (рис. 20–3).
Услышав это, Ёсина пришел в смятение. Он не мог понять, почему Acme заплатила его компании сотни тысяч долларов за консультационные услуги, а потом отвергла его рекомендации. Он вскочил и выбежал вон, еле слышно пробормотав «Яппари» [33].
Эффективность двух линий станочной обработки
Какая линия работала лучше? К концу 2004 года прошло около двух лет с того момента, как линии A1 и X10 начали свою работу. Хотя официальных данных по эффективности работы линий немного, беседы с операторами, инженерами и менеджерами позволили выяснить следующее:

Бóльшая часть простоев на линии A1 вызвана перебоями в подаче материала с предшествующего процесса, который тоже осуществляется на данном заводе. Простои на линии X10 возникали в результате проблем с качеством и поломок оборудования. Чтобы обеспечить надлежащее качество изделий на линии X10, было решено перед отправкой поршней на сборку проверять размеры каждого готового изделия в зоне, которая отнесена от линии станочной обработки на 100 ярдов. Для сравнения – на линии A1 контроль размеров готовых изделий осуществляется выборочно (1 изделие на 1000).
Какие уроки можно извлечь из данной истории?
1. Знающее и преданное делу руководство – ключевой фактор успешного освоения бережливого производства. Мы часто спрашиваем: почему компании не занимаются усердным и настойчивым внедрением всего, чему можно научиться у Toyota, несмотря на колоссальный успех, который обеспечивает дао Toyota? Мешают ли этому особенности культуры или сопротивление преобразованиям? Этот пример показывает, где зарыта собака. Все упирается в руководство. На заводе, про который шла речь, были все составляющие, необходимые для успешных преобразований: поддержка высшего менеджмента, опыт успешной работы в области бережливого производства в прошлом, доступность любых инструментов бережливого производства и соответствующих учебных материалов, возможность начать с чистого листа и консультативная помощь одного из лучших в мире специалистов в области бережливого производства, который работал на предприятии полный рабочий день.
Читать дальшеИнтервал:
Закладка:









