Юрий Казаков - Универсальный справочник прораба. Современная стройка в России от А до Я

- Название:Универсальный справочник прораба. Современная стройка в России от А до Я
- Автор:
- Жанр:
- Издательство:Издательство «Питер»046ebc0b-b024-102a-94d5-07de47c81719
- Год:2009
- Город:СПб.
- ISBN:978-5-49807-129-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Казаков - Универсальный справочник прораба. Современная стройка в России от А до Я краткое содержание
Книга ориентирована на профессиональных прорабов, мастеров, начальников участков, управляющих проектами, а также на граждан, нуждающихся в улучшении своих жилищных условий, но не имеющих достаточно средств и строительных умений для возведения своего коттеджа или для ремонта квартиры. Теоретический материал сопровождается иллюстрациями, поясняющими различные аспекты производства строительных работ. Отличие справочника от других изданий заключается в особом акценте, сделанном на безопасность и качество работ в сочетании с их минимальной стоимостью.
В книге детально (с опорой на СНиПы и опыт автора) описывается выполнение на территории Российской Федерации земляных, каменных, бетонных, отделочных и других основных видов строительных и ремонтных работ. Наглядность изложения обеспечивается использованием множества таблиц, схем и формул.
Универсальный справочник прораба. Современная стройка в России от А до Я - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Места приварки монтажных приспособлений к конструкциям из стали толщиной более 25 мм с пределом текучести 440 МПа (45 кгс/мм 2) необходимо подогревать до 120–160 °C.
Автоматизированная дуговая сварка под флюсом производится без подогрева при температуре, указанной в табл. 3.55.
Таблица 3.54.Минимальная температура окружающего воздуха при ручной и механизированной дуговой сварке
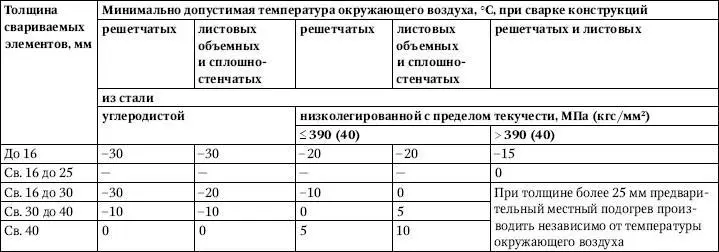
Таблица 3.55.Минимальная температура окружающего воздуха при автоматизированной дуговой сварке под флюсом

При температуре ниже указанной в табл. 3.55 этот вид сварки производится с подогревом до 120–160 °C.
Автоматизированная электрошлаковая сварка в конструкциях из низколегированных или углеродистых сталей выполняется без подогрева.
В конструкциях, возводимых в районах с температурой от -40 и до -65 °C, механизированную вышлифовку, кислородную и воздушно-дуговую поверхностную резку участков сварных швов с дефектами, а также заварку восстанавливаемого участка при температуре, указанной в табл.3.55, следует выполнять после подогрева сварного соединения до 120–160 °C.
Швы соединений листовых объемных и сплошностенчатых конструкций толщиной более 20 мм при ручной дуговой сварке выполняются способами, позволяющими уменьшить скорость охлаждения сварного соединения (секционным обратноступенчатым, секционным двойным слоем, каскадом, секционным каскадом).
При двусторонней ручной или механизированной дуговой сварке стыковых, тавровых и угловых соединений с полным проплавлением перед выполнением шва с обратной стороны необходимо удалить его корень до чистого бездефектного металла.
Форму вогнутого профиля угловых швов и плавный переход к основному металлу, а также выполнение стыковых швов без усиления следует обеспечивать подбором режимов сварки, соответствующих расположениям свариваемых элементов конструкций (при укрупнении), или механизированной зачисткой абразивным инструментом.
Начало и конец шва стыковых, угловых и тавровых соединений выводятся за пределы свариваемых элементов на начальные и выводные планки. После этого планки удаляются кислородной резкой.
Каждый последующий валик многослойного шва сварного соединения необходимо выполнять после тщательной очистки предыдущего.
Сборка и сварка монтажных соединений железобетонных конструкций
При выполнении сварки монтажных соединений арматурной стали разных классов способы сварки и сварочные материалы применяются в соответствии с табл. 3.56 и 3.57.
Ванную или дуговую механизированную сварку выпусков арматуры, плоских элементов закладных изделий между собой, отдельных стержней или стержней с плоскими элементами проката следует производить специализированными полуавтоматами или модернизированными полуавтоматами общего назначения.
Таблица 3.56.Способы сварки соединений арматурной стали
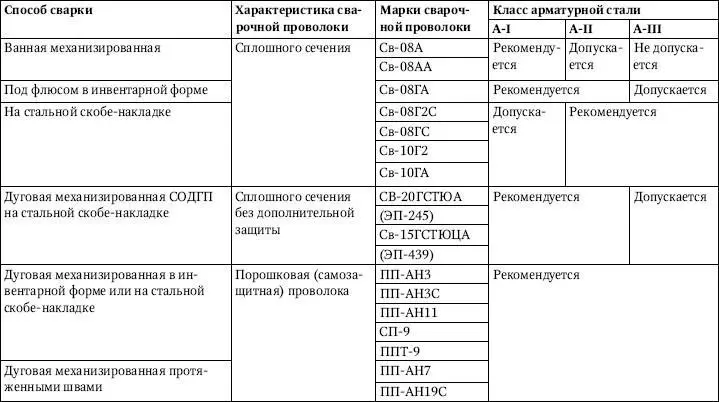
Примечание.При ванной механизированной сварке под флюсом стали класса A-I и А-II (марки 10ГТ) при температуре ниже -40 °C предпочтительно применять проволоку Св-08А, Св-08АА или Св-08ГА.
Таблица 3.57.Сварочные материалы для соединений арматурной стали
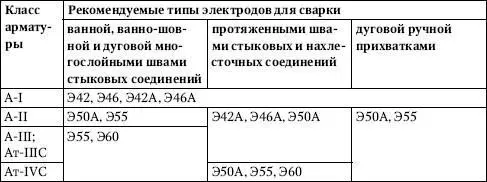
Примечание.При отсутствии электродов типов Э55 и Э60 ванно-шовную и дуговую многослойными швами сварку стали класса А-III, Ат-IIIС и Ат-1VC допускается выполнять электродами Э50А.
Для механизированных способов сварки следует использовать источники постоянного сварочного тока универсальные или с жесткой характеристикой до 500 А, для ручной дуговой сварки – источники постоянного сварочного тока универсальные или с падающей характеристикой и сварочные трансформаторы на токи до 500 А.
Перед сваркой (ванной, многослойными или протяженными швами) арматурные стержни в месте соединения необходимо зачищать на длине, превышающей на 10–15 мм сварной шов или стык.
При превышении зазоров между стыкуемыми арматурными стержнями применяется промежуточная вставка длиной не менее 80 мм.
Длина выпусков арматурных стержней из бетона должна быть не менее 150 мм при зазорах и не менее 100 мм при применении вставки.
Элементы сборных железобетонных конструкций следует собирать с использованием устройств и приспособлений, фиксирующих их проектное положение. Закладные изделия опоры необходимо собирать на прихватках. При сборке конструкций запрещается обрезка концов стержней или подготовкаих кромок электрической дугой.
После сборки под сварку несоосность стыкуемых арматурных стержней, переломы их осей, смещения и отклонения размеров элементов сварных соединений должны соответствовать Г ОСТ 10922-75. Отгиб стержней для их соосности проводится нагревом до температуры 600–800 °C.
Прихватка дуговой сваркой в крестообразных соединениях стержней рабочей арматуры согласно ГОСТ 14098-85 при отрицательных температурах запрещается.
На поверхности стержней арматуры не допускаются ожоги дуговой сваркой.
В стыках железобетонных элементов замкнутые хомуты закрепляются вязальной проволокой.
При выполнении ручной или механизированной сварки при температуре до -30 °C необходимо соблюдать ряд правил.
♦ Сварочный ток должен увеличиваться на 1 % при понижении температуры на каждые 3 °C.
♦ Необходимо производить предварительный подогрев газовым пламенем стержней арматуры до 200–250 °C на длину 90-150 мм от стыка. Подогрев стержней проводится после закрепления на них инвентарных форм, стальных скоб или круглых накладок без разборки кондукторов временного крепления монтажа.
♦ Необходимо снижать скорость охлаждения выполненных ванными способами сварки соединений стержней путем обмотки их асбестом. Инвентарные формующие элементы следует снимать после остывания выполненного сварного соединения до 100 °C и ниже.
Контроль качества сварных соединений конструкций проводится методами, приведенными в табл. 3.58.
Таблица 3.58.Контроль качества сварных соединений
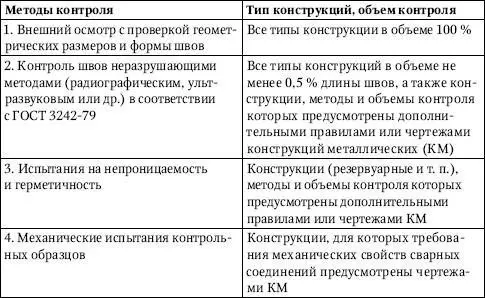

По внешнему виду качество сварных соединений конструкций должно удовлетворять требованиям, приведенным в табл. 3.59.
Читать дальшеИнтервал:
Закладка: